يېرىم ئۆتكۈزگۈچ ياساشتا ، ئاستىرتتىن ياسالغان ياكى نېپىز پەردە پىششىقلاپ ئىشلەش جەريانىدا «قىچىشىش» دەپ ئاتىلىدىغان تېخنىكا بار. چاتما تېخنىكىنىڭ تەرەققىي قىلىشى ئىنتېلنىڭ قۇرغۇچىسى گوردون مورنىڭ 1965-يىلى «ترانسېنىستورلارنىڭ بىرىكىش زىچلىقى 1.5 يىلدىن 2 يىلغىچە بىر قاتلىنىدۇ» (ئادەتتە «مور قانۇنى» دەپ ئاتىلىدۇ) دېگەن مۆلچەرىنى ئەمەلگە ئاشۇرۇشتا رول ئوينىدى.
قىچىشىش چۆكۈش ياكى باغلاشقا ئوخشاش «خۇرۇچ» جەريان ئەمەس ، بەلكى «ئېلىش» جەريانى. ئۇنىڭدىن باشقا ، ئوخشىمىغان بىر تەرەپ قىلىش ئۇسۇللىرىغا ئاساسەن ، ئۇ «ھۆل تەمرەتكە» ۋە «قۇرۇق قىچىش» تىن ئىبارەت ئىككى تۈرگە ئايرىلىدۇ. ئاددىي قىلىپ ئېيتقاندا ، ئالدىنقىسى ئېرىتىش ئۇسۇلى ، كېيىنكىسى كولاش ئۇسۇلى.
بۇ ماقالىدە ھەر بىر چاتاش تېخنىكىسىنىڭ ئالاھىدىلىكى ۋە پەرقىنى ، ھۆل قىرىش ۋە قۇرۇتۇشنىڭ شۇنداقلا ھەر بىرسىگە ماس كېلىدىغان قوللىنىشچان رايونلارنى قىسقىچە چۈشەندۈرۈپ ئۆتىمىز.
قىچىش جەريانىنىڭ ئومۇمىي ئەھۋالى
ئېيتىش تېخنىكىسى ياۋروپادا 15-ئەسىرنىڭ ئوتتۇرىلىرىدا بارلىققا كەلگەن دېيىلگەن. ئەينى ۋاقىتتا ، ئويۇلغان مىس تاختايغا كىسلاتا قۇيۇلۇپ ، يالىڭاچ مىسنى چىرىتىۋېتىپ ، بىر خىل ئىنچىكە شەكىل ھاسىل قىلغان. چىرىشنىڭ تەسىرىدىن پايدىلىنىدىغان يەر يۈزىنى داۋالاش تېخنىكىسى «قىچىشىش» دەپ ئاتالغان.
يېرىم ئۆتكۈزگۈچ ياساشتىكى قىچىشىش جەريانىنىڭ مەقسىتى سىزىلغان رەسىمگە ئاساسەن ئاستى تەرەپتىكى ئاستى ياكى ئاستىنى كېسىش. فىلىم شەكىللەندۈرۈش ، فوتوگرافلىق ۋە قىچىشقاقنىڭ تەييارلىق باسقۇچلىرىنى تەكرارلاش ئارقىلىق ، تەكشىلىك قۇرۇلمىسى ئۈچ ئۆلچەملىك قۇرۇلمىغا بىر تەرەپ قىلىنىدۇ.
ھۆل تەمرەتكە بىلەن قۇرۇق قىچىشنىڭ پەرقى
فوتوگرافىيە جەريانىدىن كېيىن ، ئاشكارلانغان تارماق بالا ھۆل ياكى قۇرغاق بولىدۇ.
ھۆل تەمرەتكە ئېرىتمىنى ئىشلىتىپ يەر يۈزىنى قىرىپ تاشلايدۇ. گەرچە بۇ ئۇسۇلنى تېز ۋە ئەرزان بىر تەرەپ قىلغىلى بولسىمۇ ، ئەمما ئۇنىڭ كەمچىلىكى بىر تەرەپ قىلىش توغرىلىقى سەل تۆۋەنرەك. شۇڭلاشقا ، قۇرۇق چاتاش 1970-يىللىرى ئەتراپىدا تۇغۇلغان. قۇرۇق قۇرۇتۇش ئېرىتمىنى ئىشلەتمەيدۇ ، ئەمما گاز ئىشلىتىپ يەر ئاستى يۈزىگە ئۇرۇپ ئۇنى سىزالايدۇ ، بۇ يۇقىرى پىششىقلاپ ئىشلەشنىڭ توغرىلىقى بىلەن خاراكتېرلىنىدۇ.
«Isotropy» ۋە «Anisotropy»
ھۆل تەمرەتكە بىلەن قۇرۇق قىچىشنىڭ پەرقىنى تونۇشتۇرغاندا ، موھىم سۆزلەر «ئىزوتوپ» ۋە «ئانسوتروپىك». Isotropy دېگىنىمىز ، ماددا ۋە بوشلۇقنىڭ فىزىكىلىق خۇسۇسىيىتى يۆنىلىش بىلەن ئۆزگەرمەيدۇ ، ئانسوتروپىيە ماددا ۋە بوشلۇقنىڭ فىزىكىلىق خۇسۇسىيىتىنىڭ يۆنىلىش بىلەن ئوخشىمايدىغانلىقىنى كۆرسىتىدۇ.
ئىزوپروپىك قىچىش دېگىنىمىز ، چاتاشنىڭ مەلۇم بىر نۇقتا ئەتراپىدا ئوخشاش مىقداردا كىرىم قىلىدىغانلىقىنى ، ئانسوتروپىك قىرىشنىڭ مەلۇم نۇقتىنىڭ ئەتراپىدا ئوخشىمىغان يۆنىلىشتە يېتىدىغانلىقىنى كۆرسىتىدۇ. مەسىلەن ، يېرىم ئۆتكۈزگۈچ ياساش جەريانىدا چاتاشتا ، ئانسوتروپىك قىچىشىش دائىم تاللىنىدۇ ، شۇڭا پەقەت نىشان يۆنىلىشنىلا چىقىرىپ تاشلاپ ، باشقا يۆنىلىشلەرنى ساقلاپ قالىدۇ.
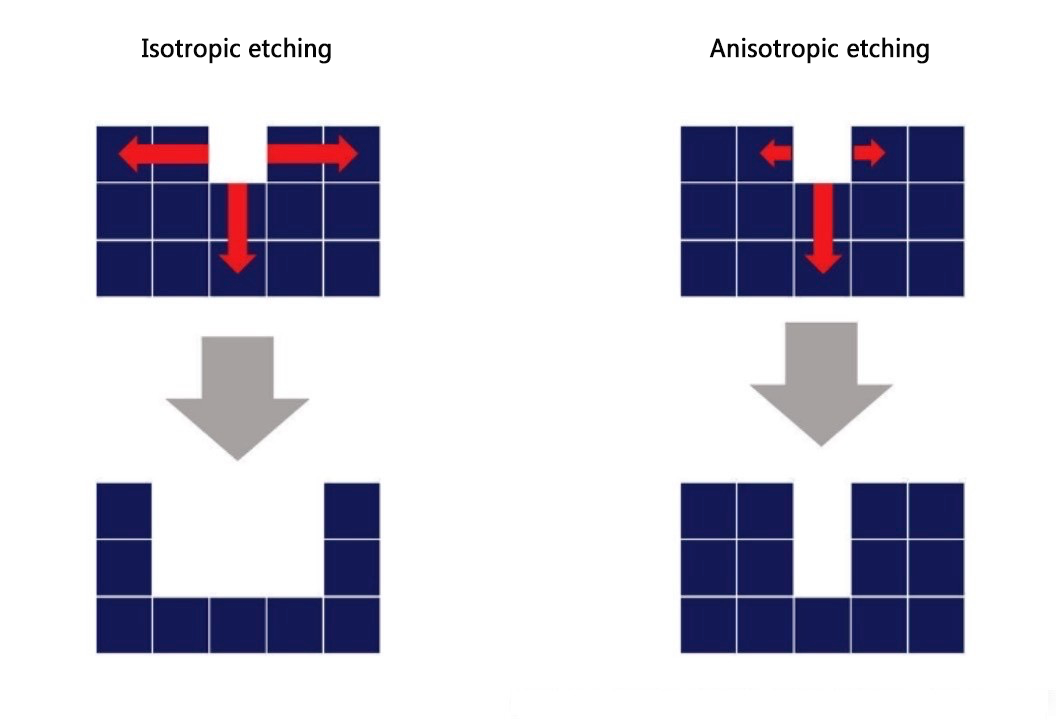 «Isotropic Etch» ۋە «Anisotropic Etch» نىڭ سۈرەتلىرى
«Isotropic Etch» ۋە «Anisotropic Etch» نىڭ سۈرەتلىرى
خىمىيىلىك ماددىلارنى ئىشلىتىپ ھۆل تەمرەتكە.
ھۆل تەمرەتكە خىمىيىلىك ماددا بىلەن بالا ھەمراھى ئوتتۇرىسىدىكى خىمىيىلىك رېئاكسىيەدىن پايدىلىنىدۇ. بۇ خىل ئۇسۇل ئارقىلىق ، ئانسوتروپىك قىچىشىش مۇمكىن ئەمەس ، ئەمما ئۇ ئىزوتوپ قىچىشتىن كۆپ قىيىن. ھەل قىلىش چارىسى ۋە ماتېرىياللارنىڭ بىرىكىشىدە نۇرغۇن چەكلىمىلەر بار ، يەر ئاستى تېمپېراتۇرىسى ، ھەل قىلىش قويۇقلۇقى ۋە قوشۇمچە مىقدارى قاتارلىق شەرتلەرنى قاتتىق كونترول قىلىش كېرەك.
شارائىت قانچىلىك ئىنچىكە تەڭشىلىشىدىن قەتئىينەزەر ، ھۆل تەمرەتكە 1 مىللىمېتىردىن تۆۋەن ئىنچىكە پىششىقلاپ ئىشلەشنى ئەمەلگە ئاشۇرۇش تەس. بۇنىڭدىكى بىر سەۋەب يان تەرەپ قىچىشىشنى كونترول قىلىش كېرەك.
تۆۋەنگە چۈشۈش يەنە بىر خىل ھادىسە. گەرچە ماتېرىيالنىڭ ھۆل تەمرەتكە ئارقىلىق تىك يۆنىلىشتە (چوڭقۇرلۇق يۆنىلىشىدە) ئېرىپ كېتىشىدىن ئۈمىد قىلىنغان تەقدىردىمۇ ، ھەل قىلىش چارىسىنىڭ يان تەرەپكە ئۇرۇلۇشىنىڭ ئالدىنى ئالغىلى بولمايدۇ ، شۇڭا پاراللېل يۆنىلىشتىكى ماتېرىيالنىڭ تارقىتىلىشى مۇقەررەر ھالدا داۋاملىشىدۇ . بۇ خىل ھادىسە سەۋەبىدىن ، ھۆل تەمرەتكە ئىختىيارى ھالدا نىشان كەڭلىكىدىن تار بولغان بۆلەكلەرنى ھاسىل قىلىدۇ. بۇنداق بولغاندا ، نۆۋەتتىكى كونترولنى تەلەپ قىلىدىغان مەھسۇلاتلارنى بىر تەرەپ قىلغاندا ، كۆپىيىشچانلىقى تۆۋەن ، توغرىلىقى ئىشەنچسىز.
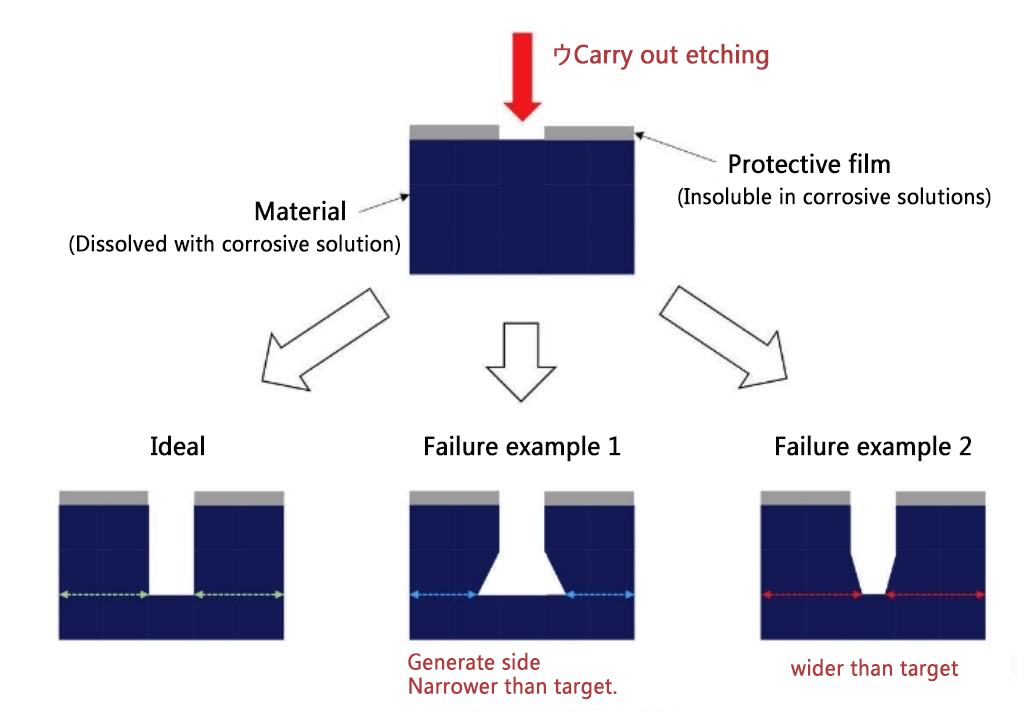 ھۆل تەمرەتكىدە مۇمكىن بولغان مەغلۇبىيەتنىڭ مىسالى
ھۆل تەمرەتكىدە مۇمكىن بولغان مەغلۇبىيەتنىڭ مىسالى
نېمە ئۈچۈن قۇرۇق چاتقاللىق مىكرو ئېلېمېنتلارغا ماس كېلىدۇ
مۇناسىۋەتلىك سەنئەت قۇرۇتۇشنىڭ تەسۋىرى ئانسوتروپىك قىرىشقا ماس كېلىدىغان يېرىم ئۆتكۈزگۈچ ئىشلەپچىقىرىش جەريانىدا يۇقىرى ئېنىقلىق بىر تەرەپ قىلىشنى تەلەپ قىلىدۇ. قۇرۇتۇش كۆپىنچە رېئاكتىپ ئىئون قىچىشىش (RIE) دەپ ئاتىلىدۇ ، بۇ بەلكىم كەڭ مەنىدىن پلازما قىچىشىش ۋە بەلغەم خىلىتىنى ئۆز ئىچىگە ئالىدۇ ، ئەمما بۇ ماقالە RIE نى ئاساس قىلىدۇ.
نېمە ئۈچۈن ئانسوتروپىك قىچىشنىڭ قۇرۇق قىچىشىش بىلەن ئاسان بولىدىغانلىقىنى چۈشەندۈرۈش ئۈچۈن ، RIE جەريانىنى تەپسىلىي كۆرۈپ باقايلى. قۇرۇق قىچىشىش ۋە ئاستىرتتىن يوقىتىش جەريانىنى «خىمىيىلىك قىچىشىش» ۋە «فىزىكىلىق قىچىشىش» تىن ئىبارەت ئىككى خىلغا بۆلۈش ئارقىلىق چۈشىنىش ئاسان.
خىمىيىلىك قىچىشىش ئۈچ باسقۇچتا يۈز بېرىدۇ. بىرىنچى ، رېئاكتىپ گازلار يەر يۈزىگە چاپلانغان. ئاندىن رېئاكسىيە مەھسۇلاتلىرى رېئاكسىيە گازى ۋە يەر ئاستى ماتېرىيالىدىن ھاسىل بولىدۇ ، ئاخىرىدا رېئاكسىيە مەھسۇلاتلىرى يوقىلىدۇ. كېيىنكى فىزىكىلىق قىچىشىشتا ، ئاستىرتتىن ئاستىغا ئارگون گازىنى تىك ئىشلىتىش ئارقىلىق ئاستىغا تىك تىكلىنىدۇ.
خىمىيىلىك قىچىشىش ئىزوتوپ شەكلىدە يۈز بېرىدۇ ، ئەمما فىزىكىلىق قىچىشىش تەبىئىي گاز ئىشلىتىش يۆنىلىشىنى كونترول قىلىش ئارقىلىق ئانتىروسسىز ھالەتتە پەيدا بولىدۇ. بۇ خىل فىزىكىلىق قىچىشىش سەۋەبىدىن ، قۇرۇق قىچىشىش ھۆل قىچىشتىن كۆرە قىچىش يۆنىلىشىنى كونترول قىلالايدۇ.
قۇرغاق ۋە ھۆل تەمرەتكە يەنە ھۆل تەمرەتكە بىلەن ئوخشاش قاتتىق شارائىتنى تەلەپ قىلىدۇ ، ئەمما ئۇنىڭ كۆپىيىشچانلىقى ھۆل قىچىشقاققا قارىغاندا يۇقىرى ، كونترول قىلىش ئاسان بولغان نۇرغۇن تۈرلىرى بار. شۇڭلاشقا ، شۈبھىسىزكى قۇرۇق قۇرۇتۇش سانائەت ئىشلەپچىقىرىشىغا تېخىمۇ پايدىلىق.
نېمە ئۈچۈن ھۆل تەمرەتكە يەنىلا ئېھتىياجلىق
قارىماققا ھەممىگە قادىر قۇرۇق قۇرۇتۇشنى چۈشەنگەندىن كېيىن ، نېمىشقا ھۆل تەمرەتكىنىڭ مەۋجۇتلىقىنى ئويلىشىڭىز مۇمكىن. قانداقلا بولمىسۇن ، سەۋەبى ناھايىتى ئاددىي: ھۆل تەمرەتكە مەھسۇلاتنى ئەرزان قىلىدۇ.
قۇرۇق قىچىشىش بىلەن ھۆل تەمرەتكىنىڭ ئاساسلىق پەرقى تەننەرخ. ھۆل تەمرەتكەدە ئىشلىتىلىدىغان خىمىيىلىك ماددىلار ئۇنچە قىممەت ئەمەس ، ئۈسكۈنىلەرنىڭ باھاسى قۇرۇق قۇرۇتۇش ئۈسكۈنىلىرىنىڭ تەخمىنەن 1/10 ئەتراپىدا دېيىلىدۇ. ئۇنىڭدىن باشقا ، پىششىقلاپ ئىشلەش ۋاقتى قىسقا ، بىرلا ۋاقىتتا كۆپ خىل تارماق ئېلېمېنتلارنى بىر تەرەپ قىلىپ ، ئىشلەپچىقىرىش تەننەرخىنى تۆۋەنلەتكىلى بولىدۇ. نەتىجىدە بىز مەھسۇلات تەننەرخىنى تۆۋەن ساقلاپ ، رىقابەتچىلىرىمىزدىن ئۈستۈنلۈككە ئېرىشەلەيمىز. ئەگەر پىششىقلاپ ئىشلەشنىڭ توغرىلىق تەلىپى يۇقىرى بولمىسا ، نۇرغۇن شىركەتلەر يىرىك تۈركۈملەپ ئىشلەپچىقىرىش ئۈچۈن ھۆل يېيىشنى تاللايدۇ.
قىچىشىش جەريانى مىكرو تىپتىكى ياساش تېخنىكىسىدا رول ئوينايدىغان جەريان سۈپىتىدە ئوتتۇرىغا قويۇلغان. قىچىشىش جەريانى ئاساسەن ھۆل تەمرەتكە ۋە قۇرۇق قىچىش دەپ ئايرىلىدۇ. ئەگەر تەننەرخ مۇھىم بولسا ، ئالدىنقىسى تېخىمۇ ياخشى ، ئەگەر 1 مىللىمېتىردىن تۆۋەن مىكرو بىر تەرەپ قىلىش تەلەپ قىلىنسا ، كېيىنكىسى تېخىمۇ ياخشى. ئەڭ ياخشىسى ، قايسىسىنى ياخشىراق ئەمەس ، بەلكى ئىشلەپچىقىرىلىدىغان مەھسۇلات ۋە تەننەرخىگە ئاساسەن بىر جەرياننى تاللىغىلى بولىدۇ.
يوللانغان ۋاقتى: Apr-16-2024